Hello! Welcome to Shengfang machinery official website!
Tel: 0315-6637766 / 7756 new bus station, Zunhua, Hebei Province  简体中文
简体中文
简体中文
 简体中文
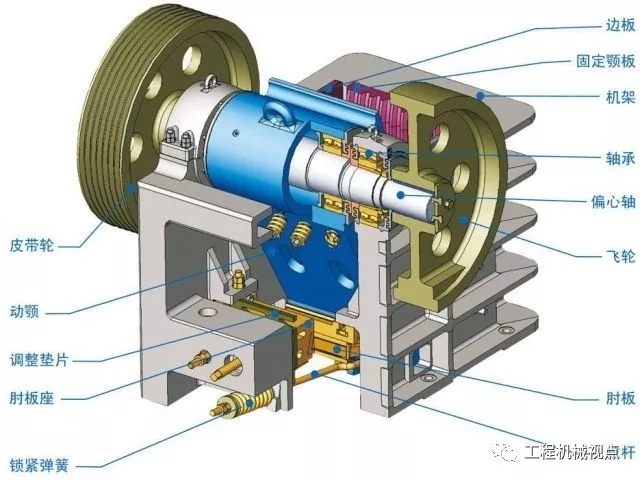
简体中文 As we know, there are four sets of bearings on the jaw. Two sets of bearings are used to connect the eccentric shaft and the movable jaw, and two sets of bearings are used to connect the eccentric shaft and the frame. At present, most of the broken jaw bearings are rolling bearings, which have high transmission efficiency and convenient maintenance. However, when the bearing is burned out, it will cause the jaw broken to stop suddenly, resulting in "stuffy car". So, how to solve this problem? How to replace the burnt out bearing?
How to solve the "blocking" caused by bearing burning out
Bearing selection
In the use of jaw broken, the bearing should adapt to high-speed and high-strength working pressure, so more attention should be paid to bearing selection. The selection of rolling bearing should not only meet the requirements of external load, but also give full play to the load capacity of the bearing itself. When the radial load is greater than the axial load, the fulcrum span is large, and the shaft deformation is large, the self-aligning bearing should be used Self aligning roller bearing can be used in jaw fracture.
First of all, the tolerance of the inner and outer rings of the bearing is ± 0.05mm, and the general accuracy is ordinary. To reduce the damage of jaw broken bearing, the bearing accuracy can be changed from ordinary grade to C3 grade, with higher accuracy.
The clearance of rolling bearing is divided into radial clearance and axial clearance. They represent the movement of one ring from one extreme position to another along the radial and axial direction when one ring is fixed. The experimental analysis shows that the working clearance value which makes the bearing life maximum is a negative value slightly smaller than zero. Considering the changes caused by the temperature difference between the inner and outer rings and the load factors, the best dimensional tolerance and radial clearance tolerance can be selected for the bearing. During the assembly process, the bearing is selected and matched according to the machining tolerance of the inner hole of the moving jaw and the eccentric shaft, so that each tolerance fit is in an optimal state.
Bearing assembly and usage
Because the bearing needs to use the principle of thermal expansion and cold contraction to achieve interference fit in the assembly process, the heating process must be strictly controlled, and the appropriate temperature should be selected for different sizes of bearings.
In the process of assembly, special copper hammer is made to knock the bearing, and it is required to knock the bearing diagonally at the same time to ensure that the bearing enters the eccentric shaft in balance. In the process of the eccentric shaft entering the moving jaw, the hammer should be used to strike the moving jaw, and the eccentric shaft should be installed into the moving jaw by using the interaction separation, so as not to damage the bearing on the eccentric shaft.
Grease is injected into the moving jaw with grease injector. The grease added into the bearing is about 50% of its space volume, and it is replaced every 3-6 months. Clean gasoline or kerosene should be used to clean the raceway of roller bearing when changing oil, so that the bearing can be fully and evenly lubricated, and the bearing can be well lubricated under heavy load and high temperature, so as to prolong the service life of bearing.
Before jaw breaking, proper amount of grease should be injected between the elbow plate and the adjusting seat. After idling for a period of time, check whether the working current and voltage are normal and whether the crusher has abnormal sound, and then transport the stone for crushing. Buffer measures should be taken at the feed inlet to avoid the large stone block directly impacting the crusher's feed port. The large stone blocks larger than the size of the feed port should be blasted twice before entering the material inlet, so as to prolong the service life of the crusher.
Other factors
In jaw fracture, the frame, moving jaw and eccentric shaft are the three important parts. The processing and matching dimensions of each part are closely related. In the machining process, the tolerance range required by the drawing should be ensured as far as possible, so as to reduce the accumulated error of processing and improve the assembly quality better.
Replacement skill of broken jaw bearing
1. What should be done when removing the old tile of jaw crusher
(1) Measure the thickness of the gasket at the joint surface of the old bearing bush.
(2) Measure the levelness of the spindle.
(3) Carefully check whether the spindle is smooth, whether there are rust, bruise and other defects, if any, try to eliminate them.
(4) Measure the top clearance, side clearance and axial clearance of old bearing bush.
2. Check the contact between the bearing pedestal and the bearing back of jaw crusher
According to the requirements of JB / t5000.10-1998 assembly of general technical conditions for heavy machinery, it is necessary to scrape and grind the back of tile to meet the specified technical requirements. Otherwise, when the equipment is running, it is easy to produce reverse slip or rotation between bearing bush and bearing seat. In order to prevent this phenomenon, pin and sleeve positioning methods are generally used.
3. Technical requirements of bearing bush scraping
According to the requirements of JB / t5000.10-1998 assembly of general technical conditions for heavy machinery, the scraping and grinding of main shaft shall meet the following technical standards.
(1) The main shaft and bearing bush should be in close contact with each other and have a certain clearance The oil wedge is formed outside the contact angle between the upper and lower bearing shells and the main shaft, and the wedge gradually transits from large to zero from the bearing mouth.
(2) The contact angle should not be too large or too small. If the contact angle is too small, the pressure of Bearing Bush will increase. If the contact angle is too small, the bearing bush will produce large deformation, accelerate wear and shorten the service life; if the contact angle is too large, it will affect the formation of oil film and damage the lubrication effect. Therefore, the smaller the contact angle, the better.
(3) The more the actual contact spots in the contact angle range, the finer, the more uniform the better 。
4. Scrape and grind the main bearing bush
The scraping and lapping of bearing bush shall be based on the shaft, and the internal hole scraper shall be used to scrape the two after lapping. The scraping procedure is to first scrape the lower pad, then the upper pad, and then fine scrape the whole pad, and finally scrape the side clearance and oil storage point. The scraping of bearing bush can be divided into rough scraping. Fine scraping and fine scraping are three processes.
When scraping and grinding, the principle of taking the heavy first and then the light, scraping the heavy and retaining the light, and scraping the large and leaving the small should be adopted. When scraping and lapping the bearing bush, not only the contact point and contact angle meet the technical requirements, but also the top. The side clearance reaches the specified value.
(1) Coarse and fine scraping and grinding of upper and lower tiles
First, install the two lower pads in the bearing pedestal, then coat a layer of display agent (such as red lead powder) on the main shaft, install the main shaft in the bearing, and rotate it for two or three turns in the positive and negative directions, and then take out the main shaft, and carry out rough scraping according to the distribution of coloring points on the bearing. In the coarse scraping stage, the front angle can be used. In the first few times, the hands can be heavier and some more metal can be scraped off to speed up the scraping and grinding progress. When the contact area reaches 50%. It's time to shave. In the fine scraping stage, small front angle scraping can be used. The tool trace should be 45 ° with the bearing center line. Excessive force should not be used to prevent the tool path from generating ripple. The scraping tool path should be crossed left and right until the contact spots within the contact angle range are evenly distributed, and the spindle levelness error is between 0.2mm/m. The method and requirements of coarse and fine scraping of upper bearing are basically the same as those of lower bearing. The difference is that the upper bearing is placed on the top of the main shaft for grinding.
(2) Fine scraping of upper and lower bearing pads
After rough and fine scraping, the contact spots of the upper and lower bearing shells are still large and need further fine grinding. First of all, add the pad gasket on the joint surface of the upper and lower bearing pads, install the main shaft, upper bearing and positioning pin, and tighten the screws to make the main shaft rotate several times according to the normal operation direction. Then remove the upper bearing and lift the main shaft for fine research. When scraping, it is recommended to scrape with negative front angle until the contact spot on the contact surface meets the technical requirements
(3) Scraping side clearance and oil storage point
After finishing scraping, the side clearance and oil storage point should be scraped. When scraping the side clearance, a part should be left at both ends to prevent the oil from flowing out from both sides of the Bush, so as to ensure the lubrication of the bearing bush. A gradual transition should be made between the contact part and the non-contact part of the tile; no obvious boundary is allowed. Then scrape the oil point on the contact arc surface of the bearing bush, which is used to store lubricating oil. The oil storage points can be circular or flat, with a depth of 0.3-0.5mm and an area of 15-30mm2. The total area should not exceed the oil scraping points on the contact arc surface. The oil storage points are used to store lubricating oil. The oil storage points can be circular or flat, with a depth of 0.3-0.5mm and an area of 15-30mm2. The total area should not exceed 1 / 5 of the contact arc surface
5. Measurement and adjustment method of bearing bush clearance
The clearance of bearing bush determines the thickness of oil wedge and affects the operation accuracy of spindle. If the bearing clearance is too small, it will cause the vibration of the equipment and reduce the service life of the equipment. Therefore, it is an important problem to adjust the bearing clearance reasonably, which must reach the specified standard
(1) Adjustment and measurement of clearance C
The height of the top clearance can be adjusted by increasing or decreasing the thickness of the pad at the joint surface of the bearing bush. The less the number of gaskets, the better the compaction of bearing bush and the more stable operation of the equipment. Therefore, under the condition of no bush burning, the less the gasket, the better. The top clearance is usually measured by lead pressure method.
(2) Adjustment and measurement of side clearance
The side clearance between bearing bush and journal is usually measured by feeler gauge. When measuring, the length of the feeler gauge inserted into the clearance should not be less than 1 / 4 of the shaft diameter.
(3) Measurement method of axial clearance
The axial clearance of bearing bush is generally measured with a feeler gauge 。
After years of practice, we think that the top clearance of Bearing Bush should be 0.15% ~ 0.2% of shaft diameter, the side clearance should be 60% ~ 100% of the top clearance, and the axial clearance should be 1 ~ 3 mm.
6. Assembly and commissioning
When assembling, first clean the bearing bush, journal, oil collector and lubricating oil pipeline. Then the main bearing bush and connecting rod bush are assembled. When installing the V-belt, it should be slightly looser than in normal operation. During the test run, start the oil pump first, and make the oil supply slightly larger than the normal operation. If there is no obvious increase of oil temperature and current during the test run, it means that the maintenance is successful and the equipment can be put into normal use.





